“专业定制、精益求精”
专业解决各类模切技术难题
 订购热线电话: 订购热线电话: |
| 15351500108 |
“专业定制、精益求精”
专业解决各类模切技术难题
| 订购热线电话: |
| 15351500108 |

盐城市恒隆激光科技有限公司
联系人:韦鹏飞
手机:15351500108
电话:0515-81689688
邮编:224000
网址:www.hljgdm.com
地址:盐城市亭湖区青墩镇青洋工业园纬一路2号
盐城刀模的选择、使用及垫刀技巧,做为一个模切工程技术人员,就必须对刀模要有充份的认识及理解,详情如下:
刀模
①过桥:为了使刀在木板上固定,一般10cm距离有一个过程;
②高峰:冲比较厚(>0.6mm)的材料用高峰刀-韧性变差;
③低峰:或称矮峰(<0.6mm)的用矮峰刀;
④木板:普通木板;漆面木板(注意:常用木板厚度18mm、20mm);
⑤PUC基板:7mm刀4mm的PUC的底板、8mm刀6mm底板、9.5mm刀6mm底板、12mm刀10mm底
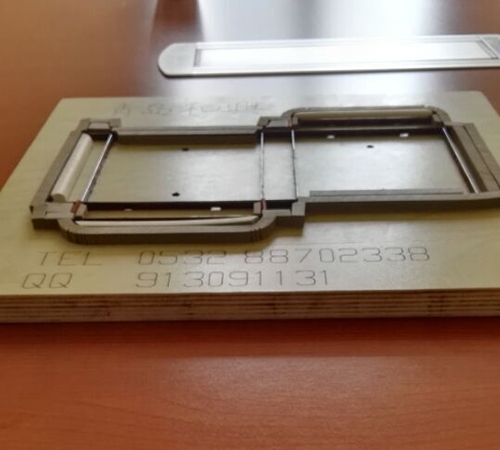
⑥铝质五金刀模
⑦蚀刻刀模
选机台
①根据需要冲压的材料和刀模选机台;
②高速冲压裁断机上适合冲压卷状材料 (当尺寸太小或太大时,外面冲床无法达到要求时,也要用大机冲压);
③在大机上冲压时的刀模外框宽度一定为498mm、木板厚度为18mm,也就是常说的大刀板。
垫刀技巧
① 垫刀的原则和目的
刀密集的地方需要垫刀;
防止物料卡在刀模内;
可以更好的保护刀模,延长刀模的使用寿命。
②根据需要冲压的材料确定是否要垫刀。一般的材料都要垫刀,这样利用起到保护刀模的作用。
③垫刀的材料的选用和哪些因素有关:
和冲压材料的材质(厚度、硬度等)产品精度的要求有关。
垫刀材料一般选用白色EVA和蓝色高弹棉。
特例: PP卡纸,选用灰色海棉垫刀。因为灰色海棉垫刀比EVA要软,冲压出来的产品,四个角不容易折印,也不容易产生划伤。
④如果客户产品要求较高时,不可以垫刀,但可在密集的地方垫高弹棉。
刀模的装夹与定位
①左右定位:一般采用居中位置(因为居中位置,压力均匀,可以起到保护机器和保护刀模作用)。
②上下定位:如刀模板较小,一般在刀模的底部垫木板。
便于装夹和调刀;
调整刀模在冲压铁板上相对位置;
避免二次冲压时,压伤冲压材料;
冲压时产品好拿。
③正确装夹和定位规范
采用居中时,铁板上正好有刀痕,可以适当的向左或向右偏移。这样便于调刀,也更好的保证冲压产品质量。
上下定位时,垫刀板的位置,可以根据实际情况变通。
如何选择刀模
①刀模的研发与制作
刀模的研发与制作是建立在深刻理解客户产品需求信息和对材料有相当了解的基础上的,客户要表达的信息都呈现在那张设计图上,所以要审图在先,把客户的要求转换成自己的工艺流程,最终产品的呈现,设计生产工艺流程,就要要求工程人员对材料有相当的认识,还有另一要素就是对自己公司的机器的性能也要相当的了解。
②对刀模本身的了解
一块塑板经过线锯机,照着图形锯出来,再把刀片镶进去就行,公差可达0.08~0.10mm。这种刀模镶刀是个关键活,很出功夫。这就是我们说的塑板刀模了,塑板刀模比较经济实惠,出样板多用它来实现产品的初步确认,时下线切割技术相当的成熟了,割出的板精度高、平整。于是业界有人就发明了一种铁(铝)板镶刀其外观如同塑板刀,但精度更高、更耐用,可以拆换刀片。
蚀刻刀模是时下最流行的一种刀模了,公差正负0.05mm,符合这个行业标准的要求,高低刀落差可以根据材料的属性来选择,刀锋角度也可根据要求做到25度~55度的变化,还可以做出单锋刀内斜外直或内直外斜的效果,根据尺寸是内外横间距离不小于0.7mm,同刀高不小于0.45mm,圆孔尺寸1mm以下的你就要另想办法了,即使刀模公司突破这个极限,做出来的刀模操作起来也有很多困难。
③影响刀模的因素
刀模的填充泡棉,这可是难为过很多人设计刀模的时候我们就要考虑这个问题,泡棉的弹性和它的厚度虽没有直接的关系,但在刀模内填充很厚的泡棉是可以提高其弹性的,所以有时塑板刀要比蚀刻刀好用,塑板刀的板厚一般是4~6mm,刀锋出板高度在2~3mm,这样泡棉可以用厚3~4mm的,泡棉超厚塞在刀模里,小心会把尺寸给涨走了。
蚀刻刀的高度一般是1mm左右,泡棉一般配1~1.5mm厚度的,太厚的泡棉放进去,刀刃会无法切入材料,不管是薄还是厚泡棉,都有它的运动极限和使用寿命,操作一是要选择弹性好的,二是要勤换。
 在线咨询
在线咨询